3D printing is fun and amazing. You can design items yourself from scratch and turn them into real objects. OR, you can head over to Thingiverse and pick out a unique item to print. Best of all, you can take a Thingiverse item and modify it with your favorite 3D CAD system like TinkerCAD.
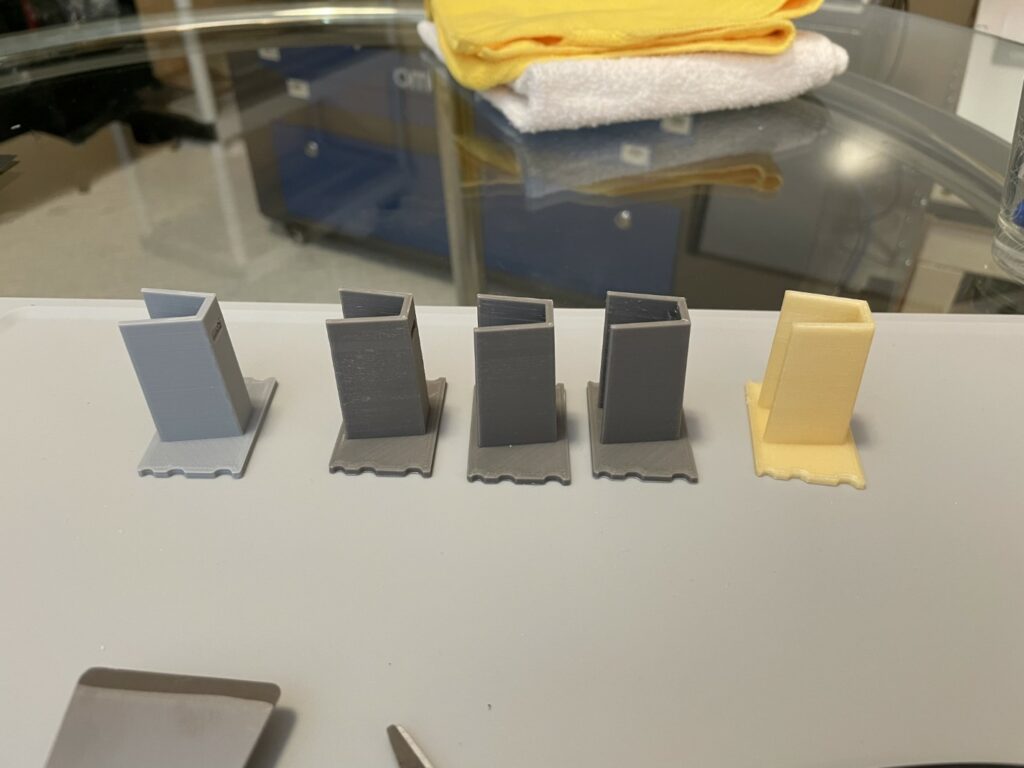
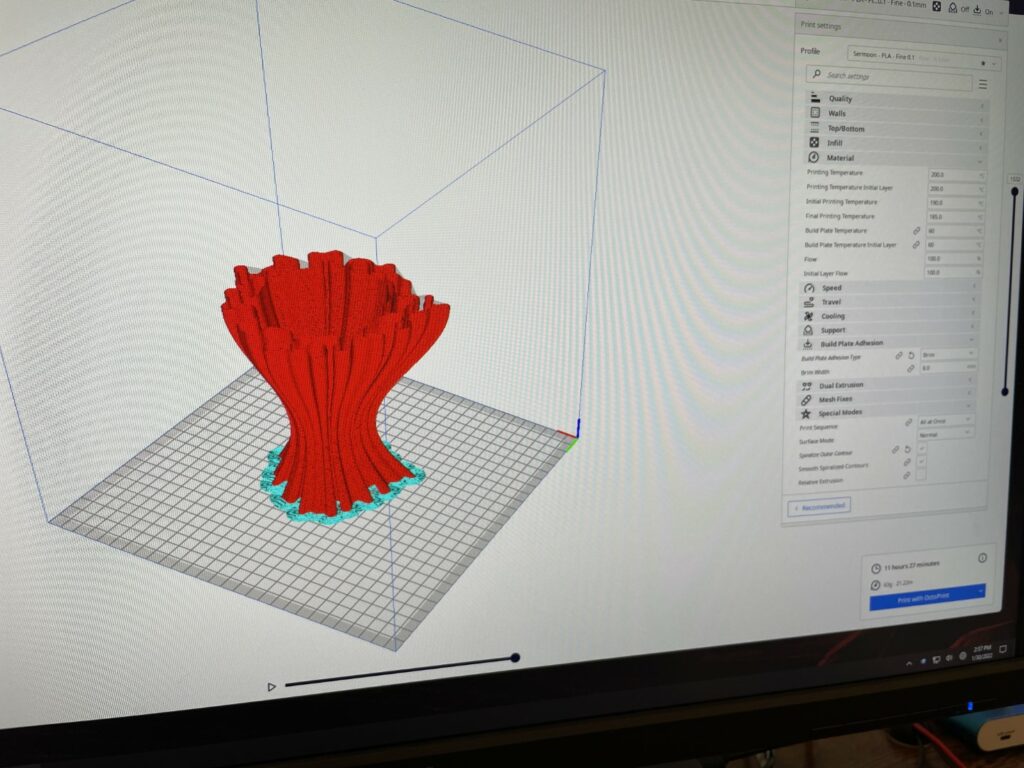
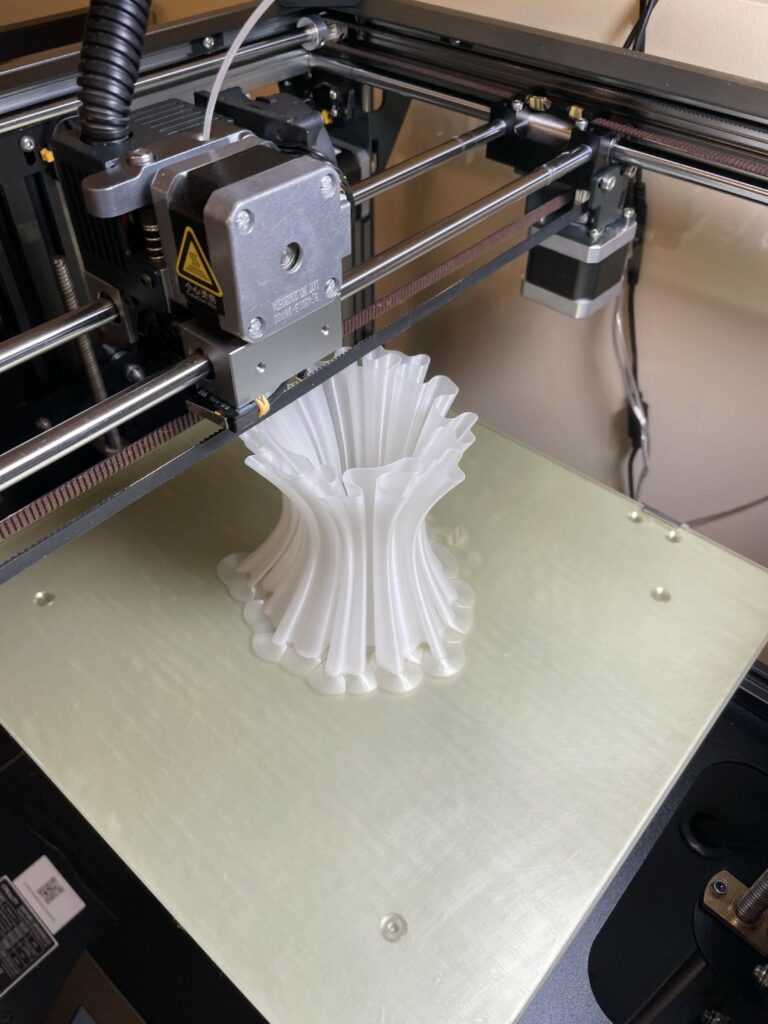
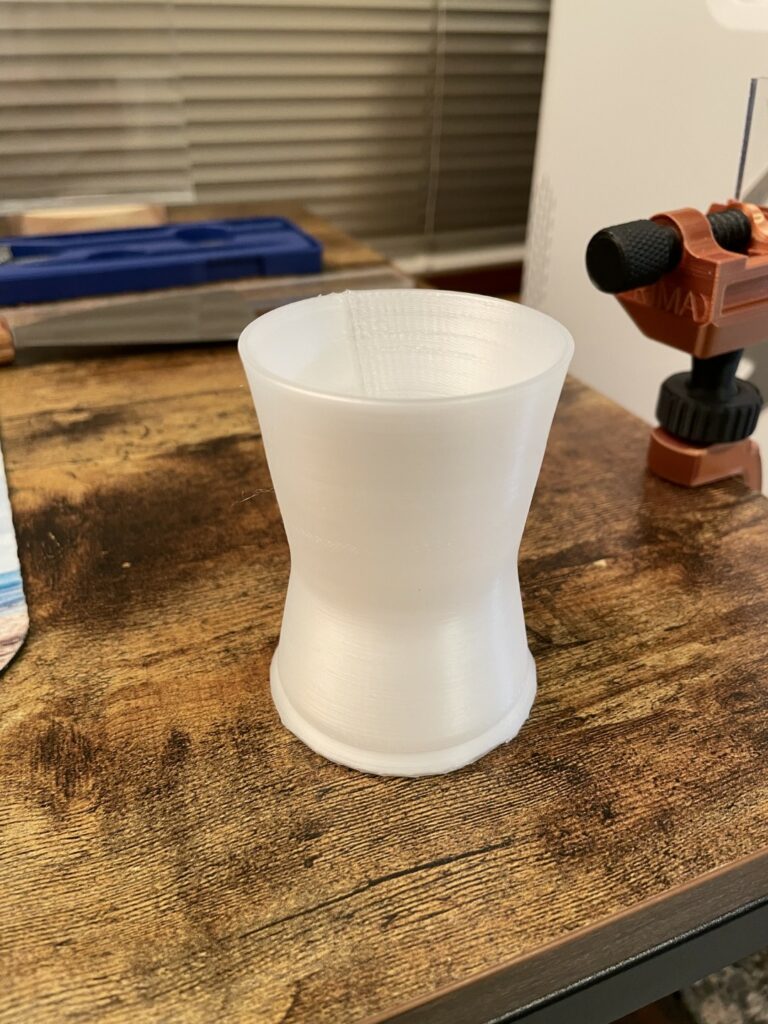
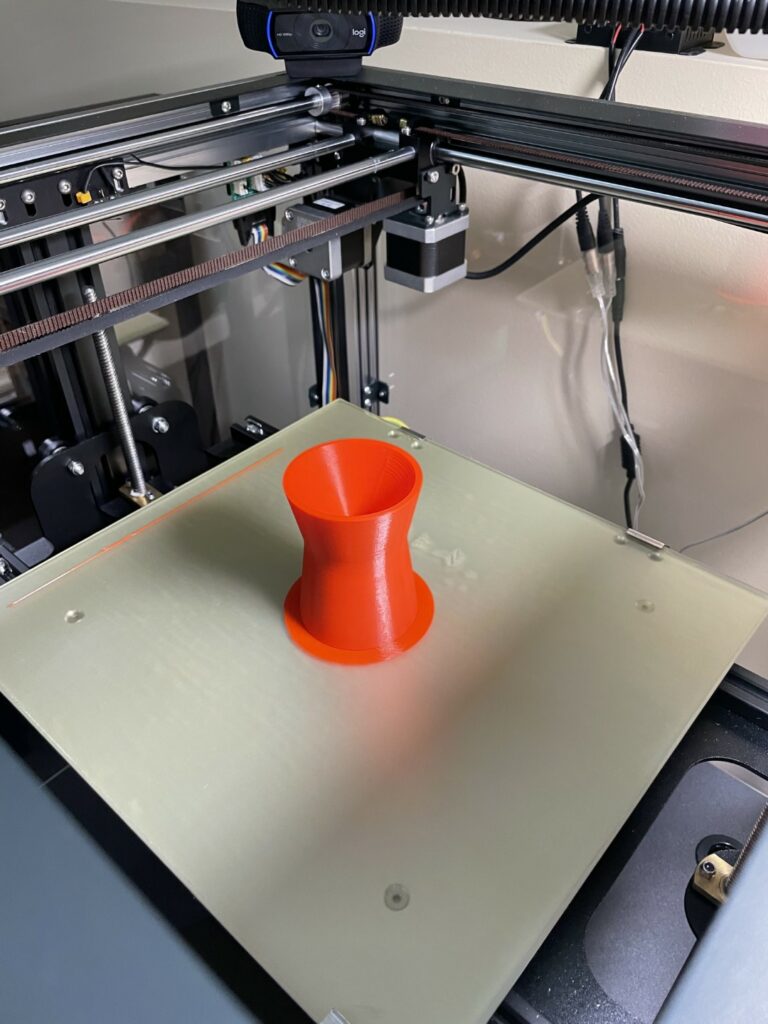
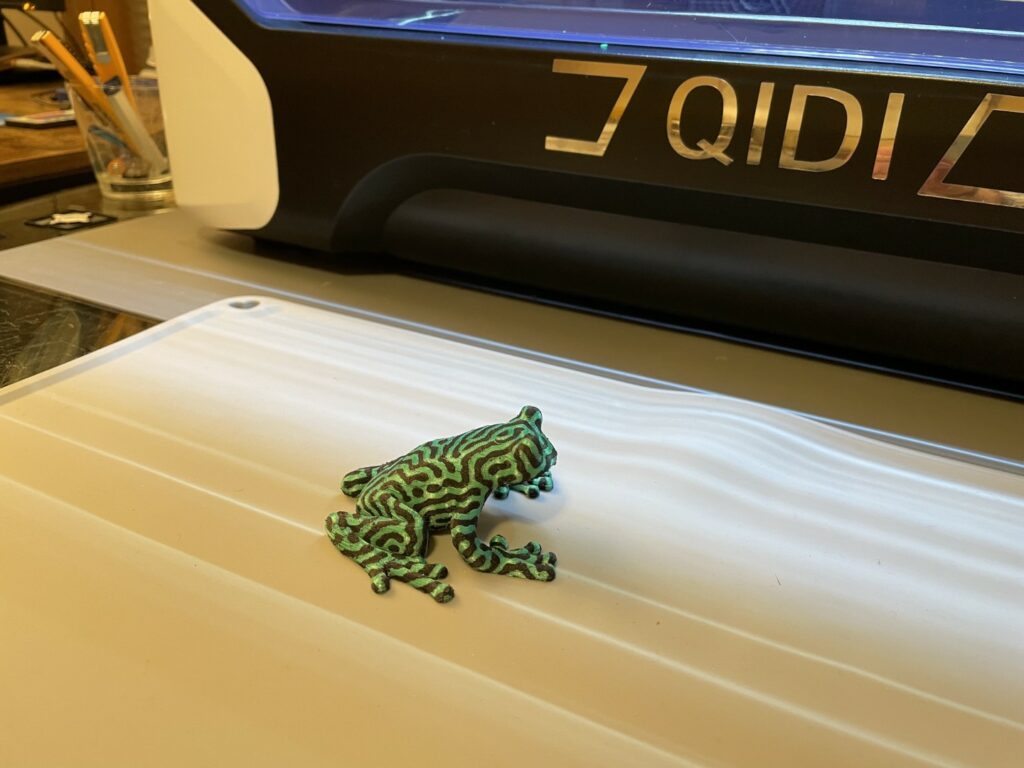
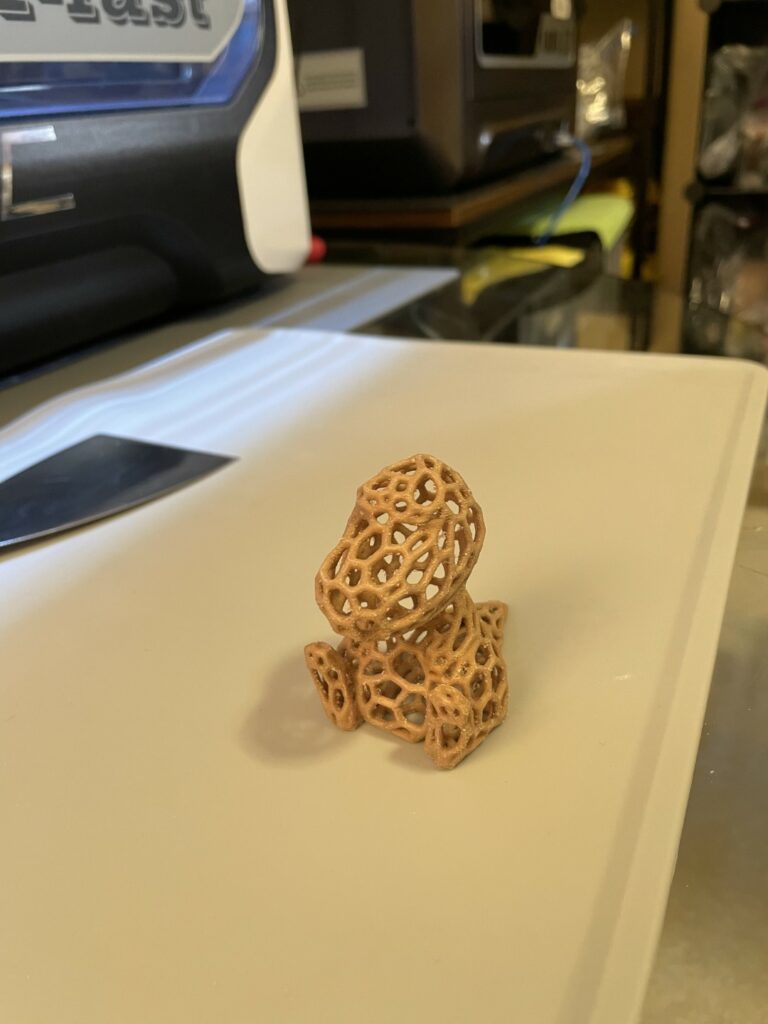
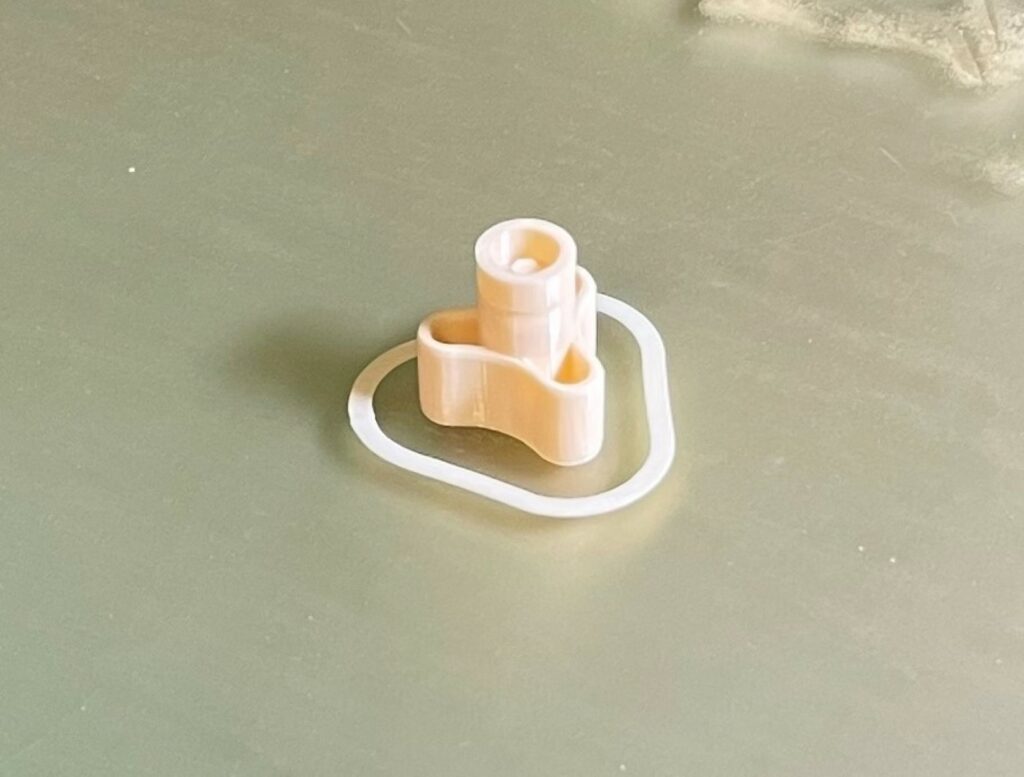
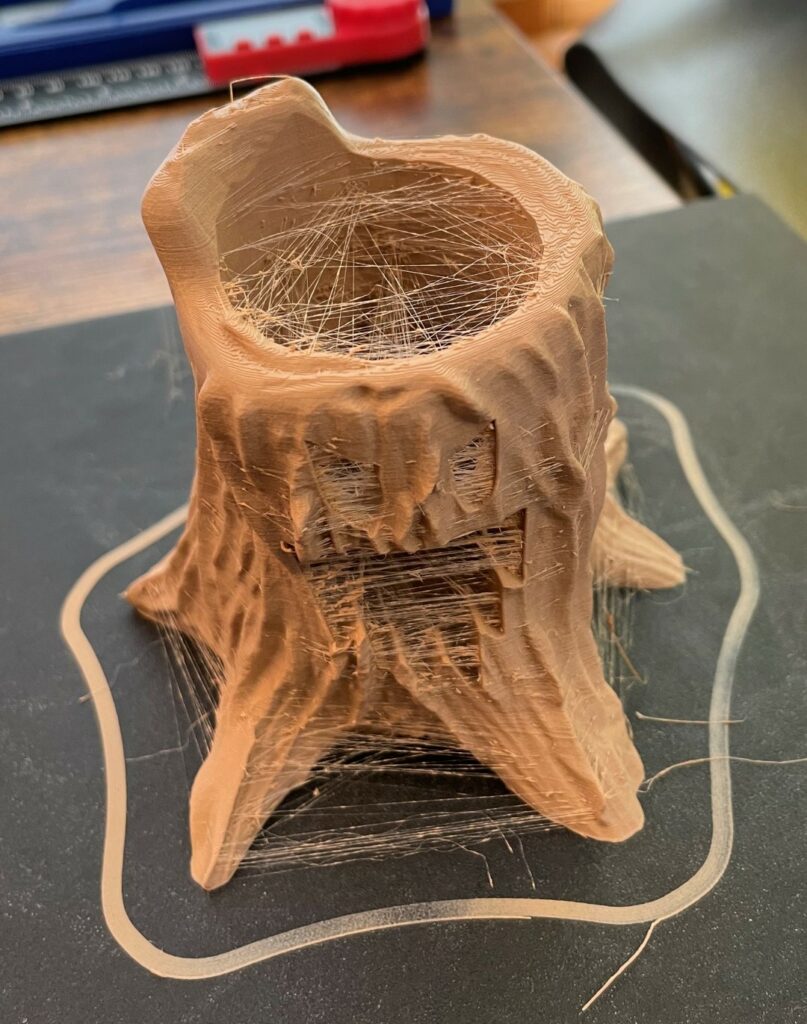
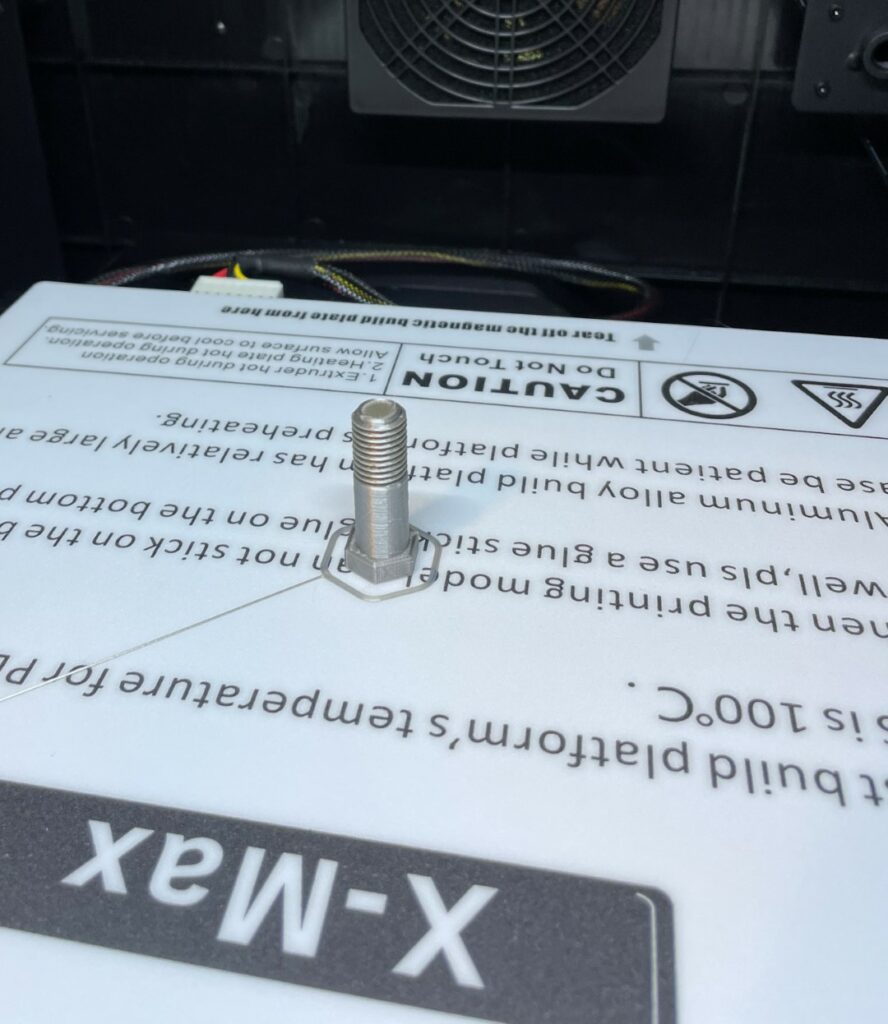
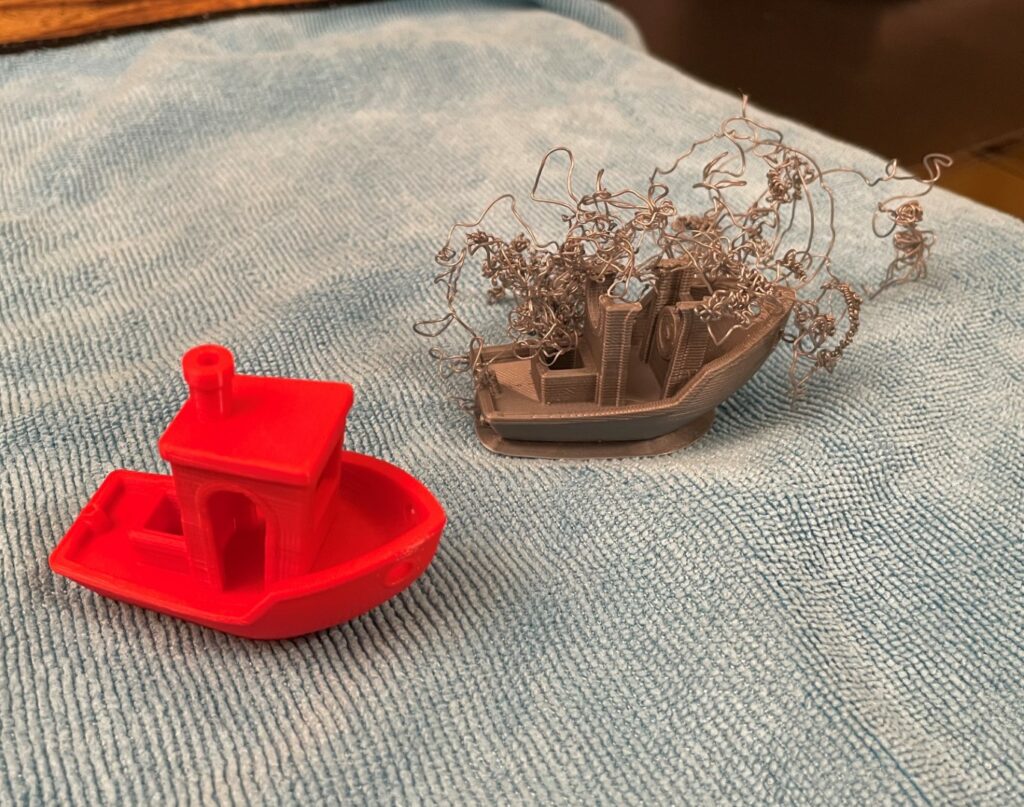
A row of test prints on a production part. Trying to get the settings just right for maximum strength with no gaps or bubbles. Of the 3 in the middle, the one on the right is the best. The one on the right was printed in PVA (Polyvinyl Alcohol) filament. PVA is water soluble and is usually used for supporting other material on a multi-headed printer.The rest of the objects were printed with PETG (Polyethylene Terephthalate with Glycol). PETG produces strong rigid parts. Next up is a procedurally generated shape extruded into a nice vase. It is available on Thingiverse. Just search for “Vase”. This is to be printed with “Spiralize Outer Contour” enabled. That creates a single walled shell as it is printed from the base up as a single extrusion.The Process Vase being printed with “Glow-in-the-Dark” filament. It doesn’t really glow much.First attempt at printing Polypropylene (right) next to a PETG example on the left. Polypropylene is extremely difficult to print. A lot of thought has to go into the model and how it will print. Build surface adhesion rare and complicated. The first layers tend to sag and deform as the weight of the model presses down on them. Unfortunately, they must be kept hot, or the model will JUMP off the build surface.Here is another example of PP (Polypropylene). Notice the lower layers sagging compared to the PLA model (in red) below.A giant shot glass printed on the Creality Sermoon at a fairly low resolution. This was a test print for speed not quality. A brim was added to keep it attached to the print bed while printing. It’s printed with PLA which is not considered food safe. The only filaments that are supposed to be food safe are PETG (Polyethylene terephthalate with glycol) and PP (Polypropylene). Even those aren’t considered that safe because the small crevices created by the filament is a harbor for bacteria that is hard to clean out. This frog was printed on the new QIDI i-fast printer. I used two different types of filament, green silk and black carbon fiber PLA. The result was great. This was the first print from the new printer.This was an attempt to print an object supported by water soluble PVA filament. It was either too hot or was not being retracted by the print head and oozing all over the place. The object is in the middle. On the left side is a “prime tower” that allows the filament in the idle printhead to start printing again and stop filament from flowing to the printhead that is going idle. Something is not working right yet.Here’s the object after sitting in a bucket of water for about 2 hours. You can still see a lot of dissolvable filament has not dissolved yet.Here is the finished object. I expected the remaining filament to be smoother than it came out. I have some more work to do with the i-fast to get it “dialed in”.Here is a “mini vise” that I downloaded from “Thingiverse”. It was printed on the QUDI X-MAX. Some parts were printed with a shiny copper filament. The rest was done with carbon fiber impregnated PLA filament. It’s actually functional!These are small stands for model cars printed in a metallic filament. They are about 2.5 inches tall, and in this case 4 were printed at the same time. They were made from scratch on TinkerCAD using an original as a guide. You will need a good set of digital calipers for accurate measurements.Here’s the first attempt (on the left) next to the original injection molded model on the right. Notice the improvement!This was an interesting one. I was installing a new bathtub faucet and the valve did not include a “plaster ground” to stabilize it against the back of the tub. A quick search on Thingiverse, and I found the exact part I needed.Filaments come in all colors and types of material. This “vase” is printed from a filament that is 20 percent actual wood. You can even sand and stain it.Metallic filaments are great and very strong.Here’s another example of metallic filament. This stein holds a standard sized soda can.This is a “turbo funnel”. It was made from ABS plastic filament. The turbo funnel allegedly drains faster than you can fill it. I created this in TinkerCAD. It’s a cap and thumb screw for the top of an M3 cap screw. Very high precision 3d printing.This is a Japanese garden lantern that I downloaded from Thingiverse. I sized it to 60 percent of the downloaded size and printed it at the highest resolution with a stone or marble style filament. The results were spectacular. There are 3 pieces that make up the lantern. It took 36 hours to print the whole thing.The second Japanese garden lantern was printed with a dark wood filament. It also came out very nice. I used a clear filament to print windows using the “spiralize outer contour” function of the slicer program. It came out as a square cup. Then I put in a timed led tea light. They stay lit 4 hours a day.This was designed to fit on the end of a 4 inch vent pipe. The air scrubber could then pull fumes from other areas when it wasn’t connected to the laser engraver/cutter. Like when I was using the resin printer.This is a special phone holder designed to fit in a top vent of a specific car. It was printed with carbon fiber nylon filament. It is a very strong and heat resistant object.This was an attempt to print a Halloween decoration, but the filament temperature was a bit too high, creating a mess.It cleaned up reasonably well with a rotary tool and pen knife.More patriotic Halloween decorations from Thingiverse.These are side vents and side vent templates for a 1/8 scale model of a Cobra.This was one of the very first objects I made with TinkerCAD. I was surprised how simple it was.When filament printing goes bad. This is a benchmark (test piece) that you see a lot of in 3d printing. It pushes the limits of a 3D printer and sometimes, the limits push back. This is a clamp I made to hold the new laser tube in my laser engraver/cutter after the first tube wore out. The new tube was 5mm larger in diameter, so I downloaded a complete laser clamp system from Thingiverse and modified it for my laser with TinkerCAD. The outside of the clamp was printed with PETG filament. The inter (buffer) ring was printed with soft, flexible TPU filament.Here is the laser clamp installed. I reprinted the clamp part in black PETG filament after extending the screw holes to fit a larger bolt.